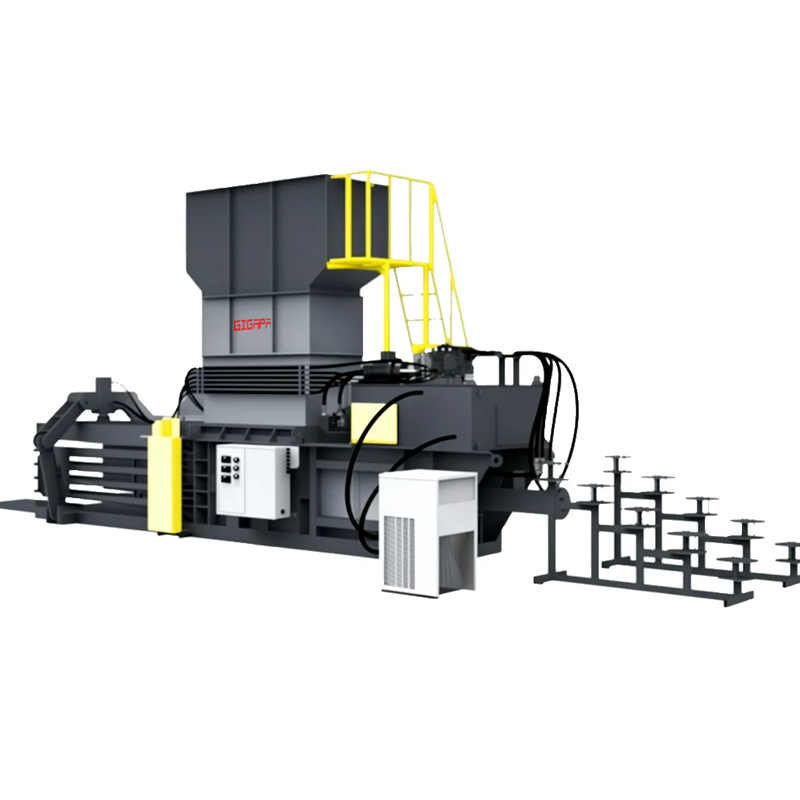
油圧式横型バリングプレスの動作原理
油圧水平こん包プレスは、油圧伝送システムを介して材料の圧縮を実現する自動化された機器です。そのコア動作原理は一緒に働く4つの主要なシステムに分けることができます:
油圧パワーシステム
- モーターが油圧ポンプを駆動し、高圧の油流を発生させる。
- 圧力調整弁は出力圧力(通常15~30MPa)を制御する。
- 油圧シリンダーが油圧を機械的推力に変換(標準推力50~300トン)
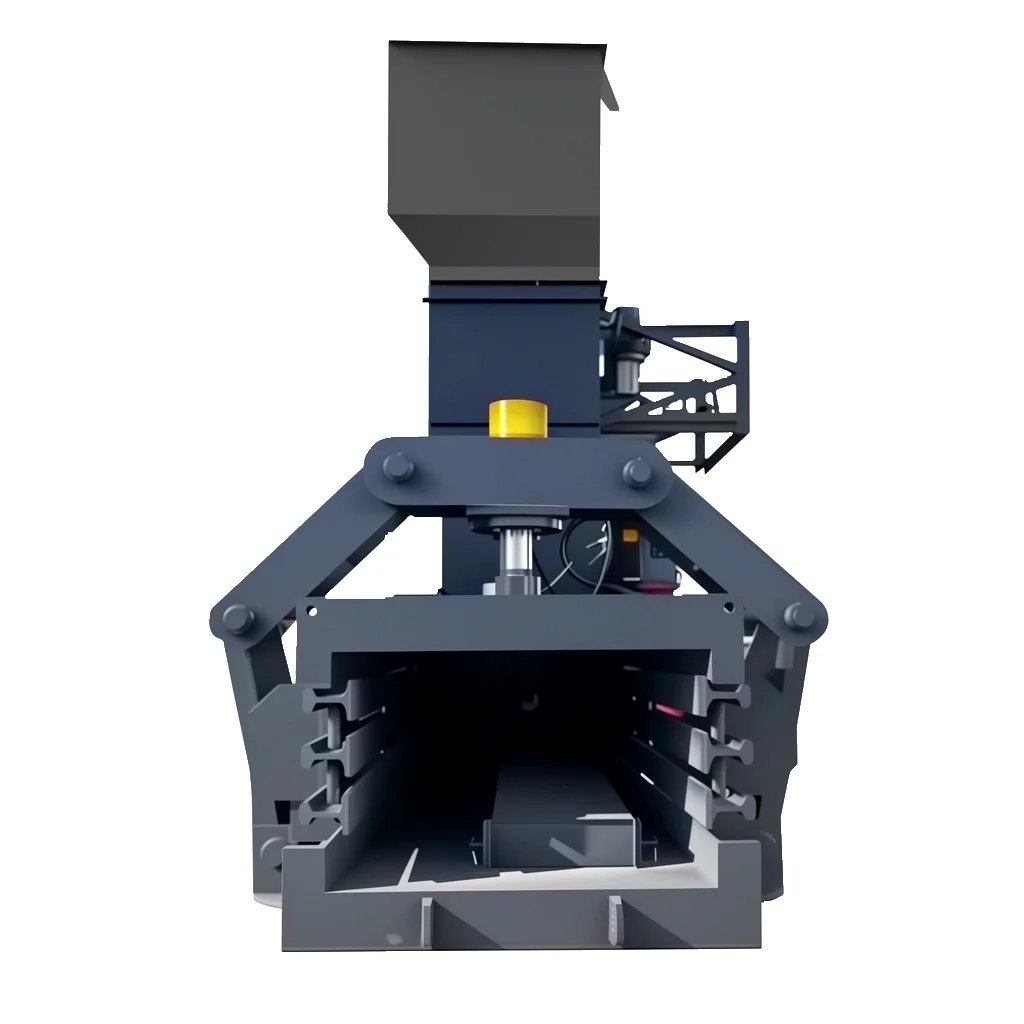
材料圧縮システム
- 水平に配置された圧縮室(サイズはカスタマイズ可能)
- プッシュプレートはシリンダーによって駆動される 下向きの直線往復運動
- プログレッシブ・コンプレッション・デザイン(プリ・コンプレッション+メイン・コンプレッションの2段階)
自動制御システム
- PLCプログラミングにより圧縮サイクルを制御(標準サイクル90~180秒)
- 光電センサーが材料の充填量を監視
- 圧力センサーが過負荷保護を実現
バンドル出力システム
- 自動糸通し/結束装置(オプションで空圧式または電動式)
- 袋排出機構(プッシュバッグ/コンベアベルトの2方式)
- ドアロック・リンケージ安全装置
ワークフロー:
投入→予備圧縮→本圧縮→保圧・整形→自動結束→袋排出・リセット。全プロセスは電気油圧リンクによって自動化され、圧縮比は5:1から8:1に達することができ、材料の体積を大幅に削減します。
油圧式横型バリングプレスのメンテナンスガイド
I.日常のメンテナンス
油圧システムの点検
- 作動油レベルを毎日点検する(中間点以上を保つ)。
- 油温をモニターする(通常範囲:30~60)
- ホース/フィッティングに漏れがないか点検する(見つかった場合は直ちにシールを交換する)。
潤滑
- コンプレッション・チャンバー・レールに毎日グリースを塗布する(推奨:リチウムベースのグリース)
- 油圧シリンダーのロッドを毎週清掃し、防錆油を塗布する
- ベアリングには3ヶ月毎に高温グリースを塗布する。
主要コンポーネントのチェック
- 電気配線に摩耗がないか点検する(毎月目視点検)
- 非常停止ボタン機能のテスト(毎週)
- 誤作動を防ぐためにセンサーの表面を清掃する
II.定期メンテナンス(推奨間隔)
| 項目 | インターバル | 手続き |
|---|---|---|
| 油圧オイル交換 | 2000時間 | 耐摩耗性作動油(ISO VG46)を使用する。 |
| フィルター交換 | 500時間 | オイルタンクも同時に清掃 |
| システム圧力校正 | 6ヶ月 | リリーフバルブを銘板仕様に調整する。 |
| ファスナー検査 | 3ヶ月 | アンカーボルト/シリンダーマウントに注目 |
III.一般的なトラブルシューティング
低圧
- チェックリリーフ弁の故障
- 油圧ポンプ出力のテスト(圧力ゲージが必要)
- シリンダー内部の漏れを確認(圧力降下 <10%/10分)
オーバーヒート(>70)
- クーラーの詰まりを点検する
- オイル粘度を確認する(40℃で46±5cSt)。
- 連続過負荷動作のチェック
動作異常
- ソレノイドバルブの固着(スプールの清掃または交換)
- PLC信号の不具合(センサーの配線を点検する)
- 機械的閉塞(異物を取り除く)
IV.専門家によるメンテナンスのアドバイス
- 2年ごとにメーカーによる総合点検を予定(シリンダーシールの交換を含む)
- 装置運転日誌の管理(圧力/温度/メンテナンスの記録)
- オペレータは、適切な油圧機器認定資格を保有していなければならない。
安全に関する警告:
メンテナンスの前には必ず電源を切り、油圧アキュムレータの圧力を解放してください。
加圧された油圧ラインは絶対に外さないでください。
廃油は専門のリサイクル・ルートを通じて処理する。



-200x45.png)